Pagina Principal??/? Produse?/? Lama CNC?/? lam? filetat?
Introducere, DESKAR 06ER 08ER 11IR 22ER Scul? rotativ? pentru t?ierea filetului cu pl?cu?e din carburi metalice, scula ta CNC ideal? pentru o experien?? eficient? ?i f?r? probleme la t?ierea cu cu?itul de strung. Realizat? de marca de ?ncredere DESKAR, aceast? pl?cu?? din carburi metalice...
Prezent?m, inser?ia ?n carbura de tungsten DESKAR 06ER 08ER 11IR 22ER Instrument de t?iere a fileturilor, solu?ia dvs. preferat? pentru o experien?? de t?iere cu lam? de tornat precis? ?i eficient?.
?
Fabricat? de marca de ?ncredere DESKAR, aceast? inser?ie ?n carbura de tungsten este esen?ial? pentru t?ierea prin materiale dificile ?i dense, cum ar fi o?elul inoxidabil, aluminiu ?i metale hardite. Instrumentul de t?iere a fileturilor DESKAR 06ER 08ER 11IR 22ER este conceput cu o margine de t?iere specializat? care elimin? metalul din piesa dvs. de lucru rapid ?i precis, v? permitand s? crea?i t?ieri curate ?i exacte de fiecare dat?.
?
Cu o construc?ie robust? ?i o machetare precis?, instrumentul de t?iere a filetelor DESKAR 06ER 08ER 11IR 22ER ofer? o performan?? excep?ional? chiar ?i ?n cele mai riguroase condi?ii de lucru. Po?i s?-l fixezi u?or acest insert din carbide la lama tornului t?u, iar acesta va r?mane solid ancoreat ?n timp ce lucrezi, oferind stabilitate ?i control excep?ional.
?
Indiferent dac? modeli o pies? metalic? sau repari un component deteriorat, instrumentul de t?iere a filetelor DESKAR 06ER 08ER 11IR 22ER ??i ofer? puterea ?i precizia necesare pentru a-?i termina treaba corect. Proiectarea sa exclusiv? permite o machetare rapid? ?i eficient?, ceea ce contribuie la reducerea stresurilor legate de munc? ?i la cre?terea productivit??ii. De asemenea, acest instrument de t?iere a filetelor are o via?? util? lung?, ceea ce ?nseamn? c? ai primit valoare pentru bani.
?
O alt? caracteristic? remarcabil? a instrumentului de t?iere DESKAR 06ER 08ER 11IR 22ER este versatilitatea sa. Poate t?ia atat fire drepte, cat ?i inverse, f?candu-l ideal pentru crearea de ?uruburi ?i buloni personaliza?i. De asemenea, aceast? insertie din carbura de tungsten poate fi folosit? pentru diferite aplica?ii de t?iere cu lama de torn, inclusiv t?iere exterioar? ?i interioar?, groovare la fa?? ?i separare.

Nume produs |
Inser?ii CNC |
Model |
16ER/IR,11ER/IR |
Material |
Carbunca presat? |
Prelucrare |
Finalizare, semi-finalizare ?i brutare |
Revopsire |
Revopsire CVD |
Serviciu |
OEM/ODM |
Piesa de prelucrat |
O?el inoxidabil / O?el / O?el hardat / O?el pentru forme / O?el aliat / Ciuperci/aluminiu/cupru |
Pachet |
10 buc. / cutie |



Deskar
Not?
|
Tip canelur? |
Specificarea groovelor |
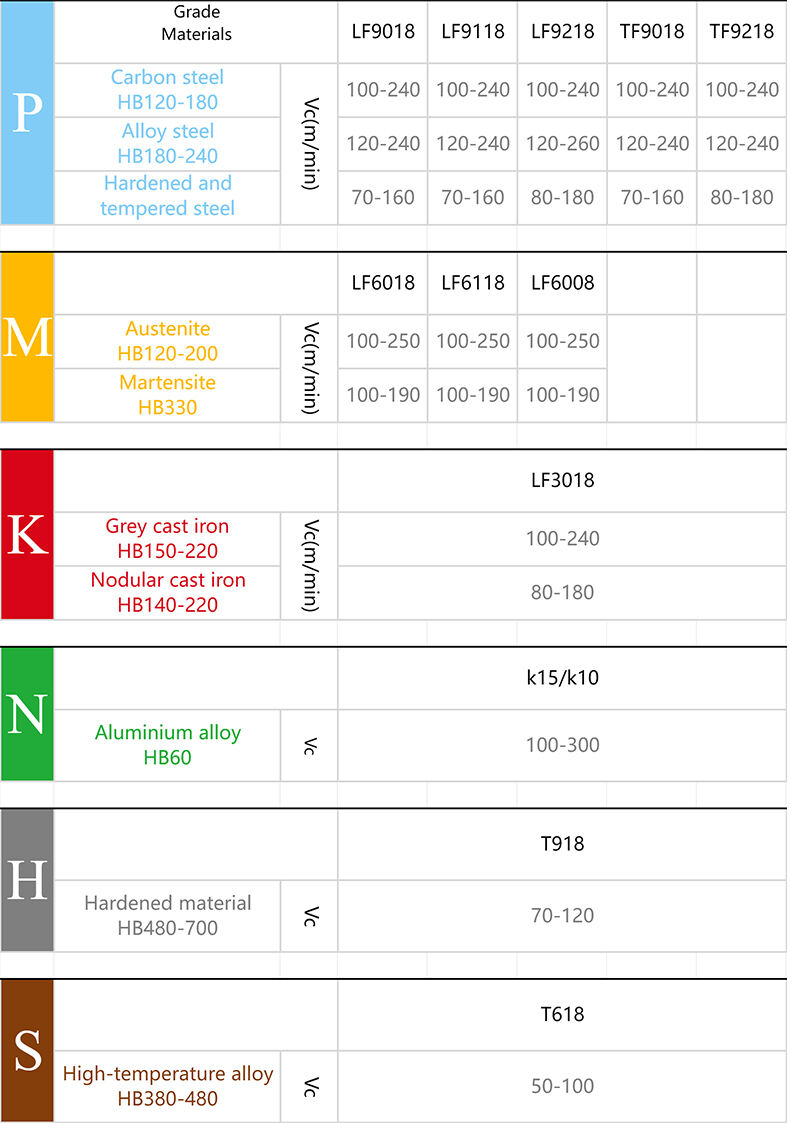
Descrierea materialelor de procesare |
Avantaje ?i dezavantaje |
9018 |
Pr |
Fier brut, potrivit pentru deschiderea brut?, marginea de sub 2 nu este potrivit? pentru prelucrare |
45# 50# Material pentru forjare 65 manganese ?i alte materiale diverse, material dur, potrivit pentru diametrul piesei de lucru de mai mult de 100 |
Avantaje: rezisten?? puternic? la impact, performan?? bun? de eliminare a ciorapului. Dezavantaje: Dac? puterea ma?inii este mic?, rezisten?a va fi mare |
9018 |
TM |
Prelucrarea semi-finit? a pieselor din o?el, tipul de groov este mai frecvent ?ntalnit, se poate prelucra o cot? de 1 ~ 4 |
20CR/40CR/20CRMO/45#/ materiale de ajustare, cum ar fi o?elul cu vanadiu, o?elul cu craniu, o?elul carbon, preferat pentru piese de o?el cu ?inuturi
gat
|
Avantaje: rezisten?? puternic? la impact, propriet??i generale puternice ale materialelor procesate. Dezavantaje: toleran?a unilateral? este mai mic? de 2 bucati, va ap?rea fenomenul de ?ncet?turi la procesarea pieselor de dimensiuni 50-200
|
9018 |
Cm |
Semi-finisarea pieselor din o?el este mai comun?, tipul de groapa poate fi de?eurile cu margine de 1 ~ 3 |
20CR/40CR/20CRMO/45#/ materiale de ajustare, cum ar fi o?elul cu vanadiu, o?elul cu craniu, o?elul carbon, preferat pentru piese de o?el cu ?inuturi
gat
|
Avantaje: tipul de grob al cioplicilor, desfiin??rile piesei nu vor s?r?cie piesa, nu vor cauza procesare ?n dou? etape care duce la uzurarea ?n dou? etape a varfului instrumentului. Dezavantaje: nu este atat de rezistent la uzurare ca tipul TM pentru procesarea pieselor mari de dimensiuni 50-200 |
9018 |
MT |
Prelucrarea semi-fini? a pieselor din o?el, tipul de gro? este mai obi?nuit, 1 ~ 4 este ascu?it |
materiale 20CR/40CR/20CRMO/45#/A3, ajustarea materialelor precum o?elul vanadiu, o?elul crom, o?elul carbon, o?elul pentru ?arpe preferin?? pentru lucrare cu groa |
Avantaje: Ligamentul este larg ?i are o bun? func?ie de eliminare a ciorapului, unghiul ascu?it al varfului cutiei, iar prelucrarea u?or? pieselor din o?el sunt mai frecvente, iar rezisten?a la impact nu este atat de bun? ca cea a TM-ului pentru prelucrarea pieselor mari de 30-150
|
9018 |
Pm |
Prelucrarea semi-fini? a pieselor din o?el, tipul de gro? este mai obi?nuit, 1 ~ 4 este ascu?it |
||
9018 |
R-S |
Semi-finishing al pieselor din o?el, folosit ?n principal ?n prelucrarea produselor de tip ax?, cu toleran?? de prelucrare unilateral? de 1-4 |
piese din o?el 45# / o?el pentru ?arpi / o?el crom |
Este folosit ?n general pentru prelucrarea pieselor de tip ax? |
9018 |
L-S |
P?r?i din o?el semi-finite, folosite ?n principal ?n prelucrarea produselor cu gauri interne ?i axele, cu o toleran?? de prelucrare unilateral? de 1-4 |
piese din o?el 45# / o?el pentru ?arpi / o?el crom |
Gaura intern? este folosit? pe scar? larg? |
9018 |
HQ |
Finalizarea p?r?ilor din o?el, efectul de distribu?ie este bun, l?marlile de o?el nu se ?nv?rteaz? u?or ?n timpul prelucr?rii, l?marlile de o?el de la locul de munc? sunt u?or de cur??at, ?i unilateral toleran?a de prelucrare este ?n intervalul de 1
|
40CR/20CR, A3, 45#, etc., foarte bun pentru materiale viscoase |
Procesare cu reziduuri mici, finisaj bun, ajustaj unilateral de procesare de peste 1.5, viteza de uzura a cutiei de mai mult de 1.5 se folose?te de obicei pentru diametru de 50 sau mai mic al piesei de lucru
|
9018 |
CQ |
Finisare a o?elului, este mai ascu?it decat groara HQ, unghiul frontal este mai mare, ajustajul de procesare este mic, trebuind s? se foloseasc? o vitez? liniar? s? nu fie prea mare, toleran?a unilateral? de procesare este de 2 categorii
|
40CR/20CR, A3, 46#, etc., foarte bun pentru materiale vasce |
Procesare residual? mic?, finisaj bun, eliminarea bururilor unilaterale de mai mult de 3, viteza de uzurare a cutiei de viteze general folosit? pentru
piese cu diametru de 50-100
|
6118 |
- Nu! |
Semi-finisare de tip groas?, toleran?? unilateral? de procesare de 1-4, rezisten?? la impact bun?, poate procesa o?el inoxidabil cu urme de sudare |
304/201/316 este egal cu H |
Utilizat ?n industria ?nc?lzirii apei, ?n industria pieselor, rezisten?a la impact de tip canal este bun?, dezavantajul este c? rezisten?a la t?iere este mare, diametrul lucr?rii 30-200 |
6118 |
Ms |
Tipul groapa semi-finit?, toleran?a de procesare unilateral? de 2-3, relativ ascu?it? |
304/201/316, cum ar fi materialul Dayan, materialul Zhejiang Qingshan |
Utilizat ?n industria ?nc?lzirii cu ap?, prelucrarea flanelor ?i alte lucr?ri de prelucrare a micilor piese, diametrul lucr?rii 30-200 |
6118 |
JMS |
Tipul groapa semi-finit?, toleran?a de procesare unilateral? de 2-3, relativ ascu?it? |
304/201/316, cum ar fi materialul Dayan, materialul Zhejiang Qingshan |
Utilizat ?n industria ?nc?lzirii cu ap?, prelucrarea flanelor ?i alte lucr?ri de prelucrare a micilor piese, diametrul lucr?rii 30-200, rezisten?a la impact este mai bun? decat cea a tipului MS |
6118 |
HS |
Tipul groapa semi-finit?, toleran?a de procesare unilateral? de 2-3, relativ ascu?it? |
304/201/316, cum ar fi materialul Dayan, materialul Zhejiang Qingshan |
Utilizat ?n industria ?nc?lzirii cu ap?, prelucrarea flanelor ?i alte lucr?ri de prelucrare a micilor piese, diametrul lucr?rii 30-200, rezisten?a la impact este mai bun? decat cea a tipului MS |
6118 |
Mm |
Tipul groapa semi-finit?, toleran?a de procesare unilateral? de 2-3, relativ ascu?it? |
304/201/316, cum ar fi materialul Dayan, materialul Zhejiang Qingshan |
Utilizat ?n industria sanitare, prelucrarea flanelor ?i alte lucr?ri de prelucrare a micilor piese, diametrul lucr?rii 30-200, o gam? larg? de aplica?ii ale noului tip de groov, po?i lua ?n considerare presiunea principal? |
6118 |
MQ |
Tipul de groov de finalizare, alocarea unilateral? de prelucrare este mai mic? decat 2 |
304, 303, etc |
Aplicat ?n industria ?nc?lzirii cu ap? ?i ?n prelucrarea mici piese, diametrul lucr?rii mai mic de 50 poate fi de?eur? |
6118 |
R-S |
Tipul de groov semi-finish, alocarea unilateral? de prelucrare de 1-4, folosit pentru prelucrarea produselor pe axa lung? |
304/201/316, cum ar fi materialul Dayan, materialul Zhejiang Qingshan |
Are o bun? performan?? ?n eliminarea cipurilor |
6118 |
L-S |
Tip de grobaj semi-finisat, toleran?? unilateral? de procesare de 1-4, potrivit pentru procesarea g?urilor interioare |
304/201/316, cum ar fi materialul Dayan, materialul Zhejiang Qingshan |
Are o bun? performan?? ?n eliminarea cipurilor |
6118 |
- Da. |
Tip de grobaj finisat, toleran?a unilateral? de procesare este mai mic? decat 1, tipul de grobaj este ascu?it, nu adere cu?itarul |
304 |
Unghi de ?ntoarcere ascu?it |




Str?dui?i-v? pentru perfec?iune, deschide?i drumuri ?n lume; clientul pe primul loc, perspicace ?i ?ntreprinz?tor